Изготовление пресс-форм для литья пластмасс - основа стабильного выпуска пластиковых изделий на ТПА, то есть на термопластавтомате. Качество оснастки задает геометрию изделия, повторяемость размеров, ресурс формы и экономику серии, поэтому проект формы нельзя сводить к одной лишь механической обработке металла.
Если пресс-форма спроектирована грамотно, производство идет без лишних остановок, а серийное литье под давлением дает предсказуемый результат от первой партии до планового ресурса инструмента. Для заказчика это означает стабильные сроки, управляемую себестоимость и меньше корректировок после запуска.
Что входит в пресс-форму
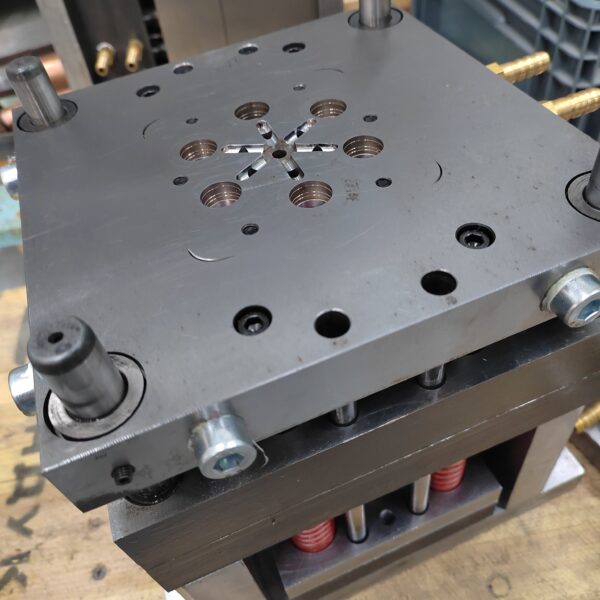
Пресс-форма - это не один блок стали, а система, в которой каждая зона влияет на литье пластмасс под давлением. На качество детали влияют формообразующие поверхности, литниковая схема, охлаждение, вентиляция, система выталкивания и точность смыкания по разъему.
В базовую конструкцию входят матрица и пуансон, литник, каналы подвода расплава, зона впрыска, система охлаждения, выталкиватели, направляющие, опорные плиты и элементы вентиляции. Если в форме есть тонкие стенки, высокие ребра, резьбы или поднутрения, проект дополняют ползунами, лифтерами, вставками и сменными формообразующими элементами.
Для литья пластика важны и детали, которые не видны на готовом изделии. Недостаточная площадь выталкивателей деформирует деталь при съеме, а слабая вентиляция перегревает воздух в конце потока и оставляет прижоги на поверхности. Поэтому конструкция формы должна обеспечивать свободный выход воздуха и стабильное удаление детали после раскрытия.
Одногнездная или многогнездная
Тип формы выбирают под тираж и требования к выпуску. Одногнездная пресс-форма удобна для сложной геометрии, пилотных партий и деталей с жесткими допусками, а многогнездная используется там, где важны скорость выпуска, повторяемость и низкая стоимость одной детали в серии.
Если изделие собирается из нескольких пластиковых деталей близкого объема, применяют семейную форму. Такой вариант снижает число отдельных инструментов, но требует точного баланса заполнения, так как разные гнезда работают в одном цикле и разбалансировка сразу отражается на усадке и внешнем виде.
Как создается пресс-форма
Изготовление пресс-форм начинается не со станка, а с инженерной постановки задачи. До запуска в металл нужно определить марку полимера, годовой тираж, ресурс оснастки, тип ТПА, требования к фактуре, геометрическим допускам и условиям съема детали.
На этапе DFM проверяют толщины стенок, уклоны, ребра, бобышки, линию разъема, места под ползуны и схему выталкивания. Отдельно считают усадку, оценивают путь течения расплава и выбирают точку впрыска, потому что подача через слишком тонкую зону ведет к раннему замерзанию литника, недоупаковке толстых участков, короблению и утяжинам.
Еще до выпуска конструкторской документации важно оценить литниковую схему, баланс потоков и охлаждение. Такой подход снижает число переделок после первых испытаний и помогает вывести форму на рабочий цикл быстрее.
Изготовление, сборка, испытания
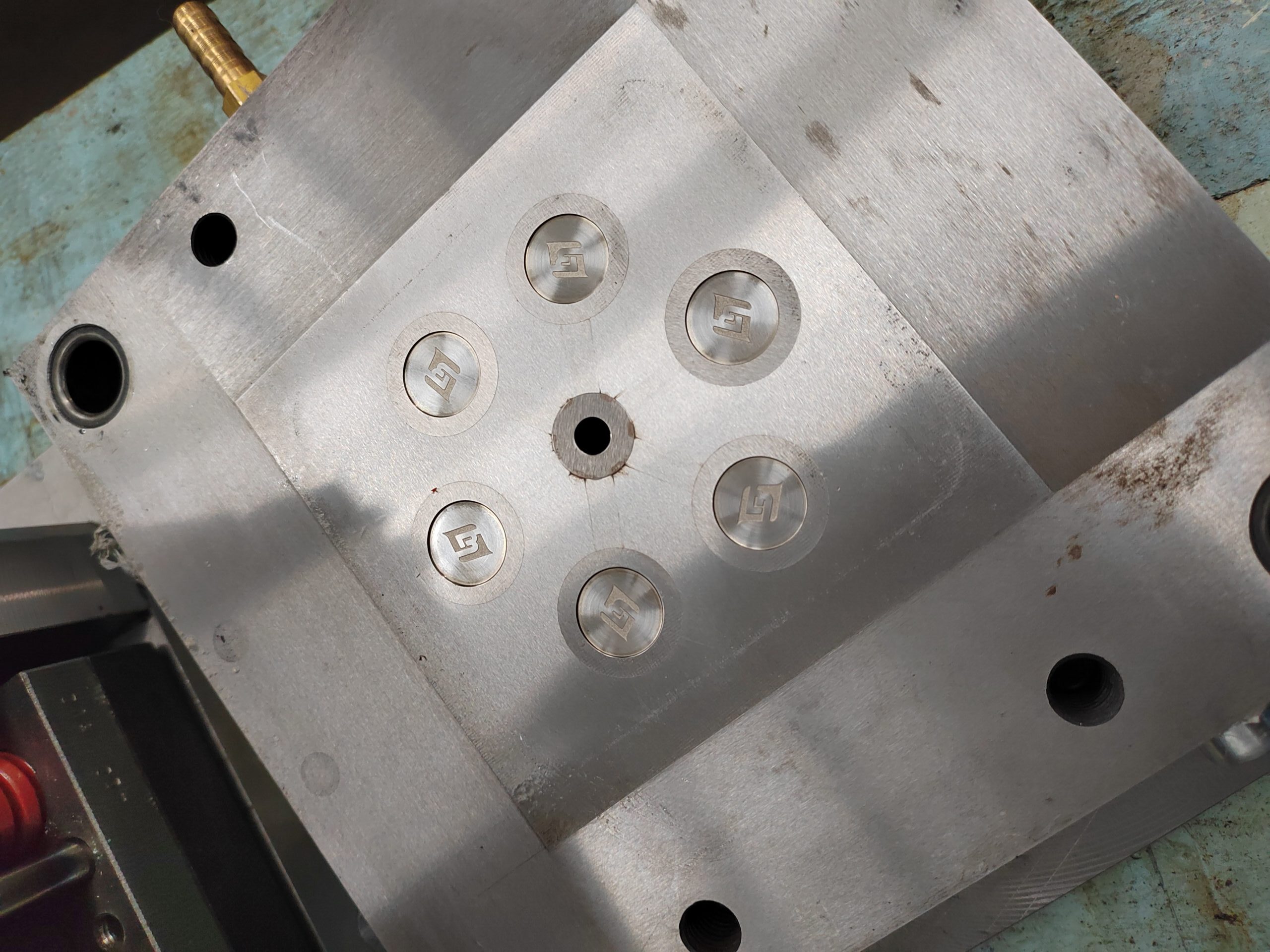
После утверждения конструкции начинается производство: обработка плит, карманов и формообразующих вставок на CNC, электроэрозия, шлифование, доводка сопряжений, сборка пакета и установка стандартных элементов. Для серийного выпуска применяют износостойкие материалы и технологию обработки, которая обеспечивает точность и ресурс оснастки.
Далее форму выводят на испытания на термопластавтомате. На пробных пусках проверяют заполнение, давление впрыска, выдержку под давлением, температуру формы, время охлаждения, работу выталкивания и стабильность цикла. Без этой стадии запуск серийного литья превращается в серию дорогих поправок уже на действующем производстве.
От чего зависит стоимость
Стоимость пресс-формы всегда складывается из конструкции, ресурса и требуемой стабильности цикла. Дешевая оснастка на старте нередко дает обратный эффект: больше наладки, выше брак, чаще ремонт, дольше выход на серийное производство.
На цену влияют:
- габариты и масса изделия
- число гнезд формы
- марка стали
- горячий или холодный канал
- ползуны, лифтеры, резьбовые узлы
- требуемые допуски
- фактура и полировка
- ресурс под серию
Отдельно учитывают схему литья под давлением и плановую производительность. Многогнездная оснастка стоит выше в изготовлении, но при больших тиражах снижает стоимость за счет выпуска нескольких изделий за цикл. Одногнездная форма проще и дешевле в запуске, когда проекту нужен ограниченный выпуск или точная отработка геометрии.
Еще один фактор - уровень инженерной подготовки до запуска в металл. Полный разбор 3D-модели, проверка усадки, вентиляции, съема и охлаждения обходятся дешевле, чем переделка литниковой втулки, вставок или ползунов после первых испытаний. Здесь экономия на проектировании быстро исчезает.
Как получить стабильное литье
Стабильное производство пластиковых изделий строится на трех вещах: ровное охлаждение, корректная упаковка расплава и правильная вентиляция формы. Если хотя бы один узел проработан слабо, ТПА будет выдавать колебания по размеру, утяжины, коробление, прижоги или неполный пролив.
Значительная часть цикла литья под давлением связана с охлаждением, поэтому производительная пресс-форма строится вокруг равномерного отвода тепла. Если в детали или форме остаются горячие зоны, растет цикл, ухудшается повторяемость размеров и повышается риск коробления.
С усадкой ситуация такая же. Она напрямую влияет на геометрию детали после охлаждения, поэтому в проекте нужно убирать лишние утолщения, аккуратно выводить ребра и бобышки, не замораживать литник раньше детали и держать упаковку под контролем. Именно на этих участках чаще всего появляются утяжины и внутренние пустоты. Вентиляция не менее важна. При сжатии воздуха в конце потока появляются прижоги, а иногда и недолив. Для уверенного съема детали нужны рабочие уклоны, достаточная площадь контакта выталкивателей и чистая, правильно организованная вентиляция по разъему и в проблемных зонах.
Именно поэтому рабочая пресс-форма - это баланс. Хорошее литье пластмасс получается не из-за одной дорогой стали и не из-за одного опытного наладчика, а из-за связки: корректная геометрия, верная литниковая схема, предсказуемая усадка, чистая вентиляция и форма, которая стабильно работает на вашем ТПА под нужный цикл.
Как заказать пресс-форму у нас
Заказ пресс-формы начинается с предметного технического диалога. Нам нужны исходные данные по изделию и серии, а вам нужен понятный ответ по конструкции, срокам, стоимости и порядку испытаний.
После получения заявки мы анализируем изделие, предлагаем тип пресс-формы, число гнезд, схему литника, материал формообразующих, ресурс и этапы производства. Затем согласуем конструкторскую часть, изготавливаем оснастку, проводим испытания на литье под давлением, выдаем образцы и передаем рабочую форму в серию. Такой порядок удобен для заказчика: еще до запуска ясно, какая оснастка нужна под пластик, какой цикл получит термопластавтомат и за счет каких решений форма будет держать размер и ресурс.
Если вам нужна пресс-форма под серийное литье пластиковых изделий, оставьте заявку с 3D-моделью или чертежом. Мы разберем геометрию изделия, подберем конструкцию формы под ваш пластик и ТПА, рассчитаем изготовление и подготовим план запуска без лишних переделок.