Производство изделий из пластика на заказ начинается не со станка, а с инженерного решения. Клиенту нужен не абстрактный пластик, а деталь с понятной функцией: корпус, крышка, панель, втулка, шестерня, фиксатор, защитный колпак или опытный образец для проверки конструкции.
Мы подбираем способ изготовления изделий из пластика под задачу, тираж, требования к геометрии и срок запуска. Для одних проектов подходит серийное литье пластика под давлением, для других - 3D печать, а для промежуточных партий рационально использовать литье в силиконовые формы. Такой подход помогает не переплачивать за оснастку там, где она еще не нужна, и не терять время там, где уже требуется стабильный выпуск.
Пластмассовые изделия встречаются почти в каждой отрасли: приборостроение, электроника, медицина, транспорт, торговое оборудование, бытовая техника. Поэтому изготовление изделий из пластика нельзя сводить к одной операции. Это цепочка, в которую входят анализ задачи, выбор материала из группы пластмасс, проектирование детали, подготовка оснастки, выпуск образцов, контроль размеров и серийное производство.
Какие изделия из пластика производим?
Мы выпускаем как простые пластиковые изделия, так и детали с точной посадкой, резьбовыми зонами, ребрами жесткости и требованиями к внешнему виду. В работу берем единичные позиции, малые партии и серийные заказы.
От корпуса до функциональной детали
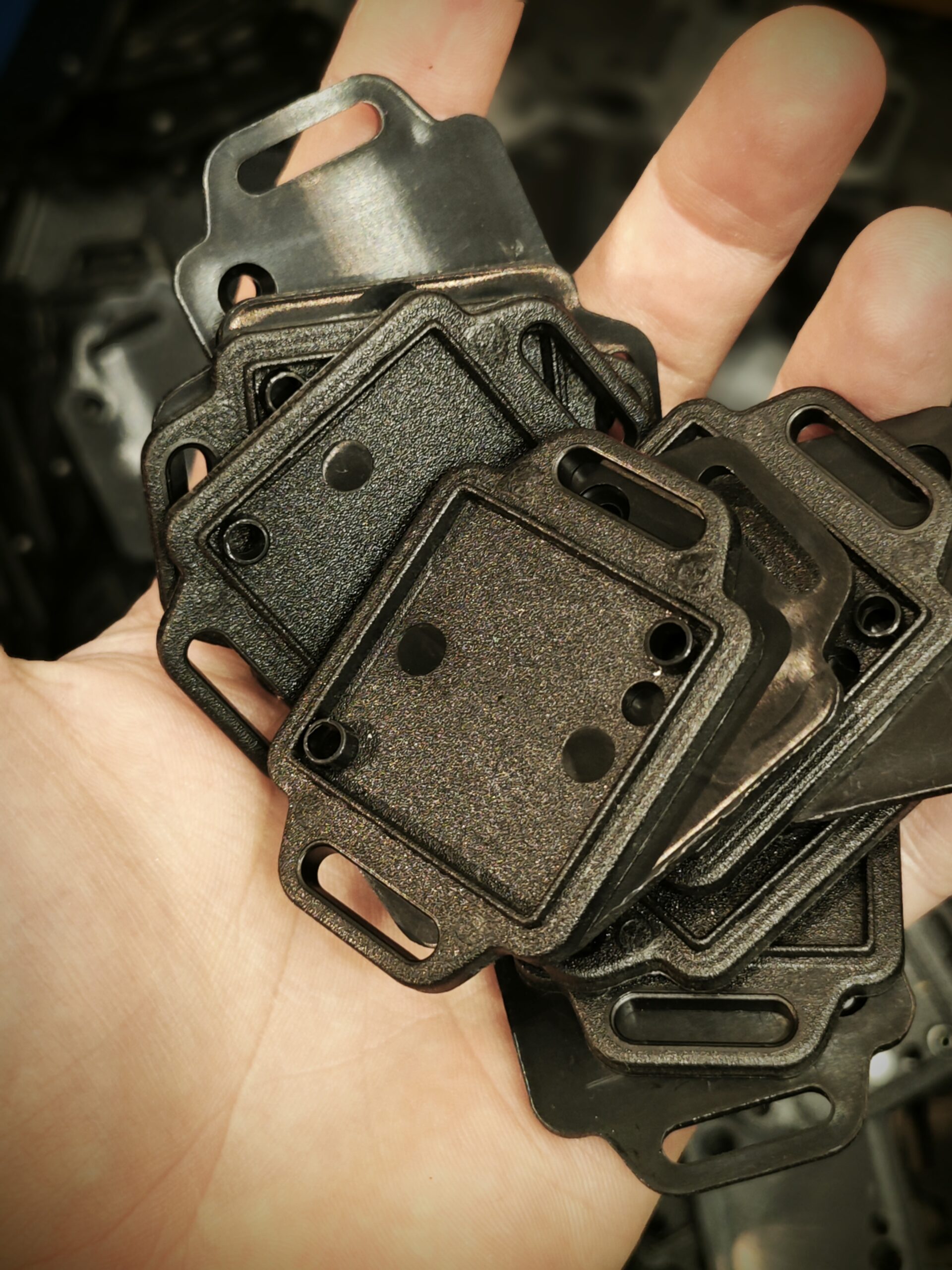
Чаще всего на производство изделий из пластика поступают корпуса электроники, крышки и панели, кронштейны, держатели, защитные элементы, технологические кожухи, втулки, вставки, элементы упаковки, детали для сборочных узлов. Если изделие должно работать в паре с металлом, крепежом или кабельной сборкой, это учитывается еще на этапе модели.
Изготовление изделий из пластика всегда начинается с ответа на три вопроса: какую нагрузку несет деталь, в какой среде она работает и сколько штук требуется на старте. Один и тот же внешний контур можно сделать разными способами, но ресурс детали, качество поверхности и себестоимость партии будут различаться. Поэтому выбор технологии мы не отрываем от условий эксплуатации.
Отдельный блок работы - подбор материала. Для литья под давлением широко применяются PP, ABS, PC, PA, POM и другие термопласты, а выбор между ними делают по жесткости, ударной вязкости, трению, температурной стойкости, химической среде и требованиям к внешнему виду детали. Универсального материала не существует: одна и та же геометрия в разных пластмассах ведет себя по-разному при заполнении формы, усадке и последующей эксплуатации.

Как выбирается технология производства?
Технология определяется не модой на метод, а экономикой и инженерной логикой проекта. На одном изделии выгодно проверить гипотезу через печать, на другом - сразу идти в пресс-форму.
Что влияет на выбор метода
До выбора способа выпуска важно зафиксировать исходные требования. Тогда производство изделий из пластика строится не на догадках, а на понятных критериях.
- Тираж партии
- Геометрия детали
- Требуемая точность
- Вид поверхности
- Нагрузка на деталь
- Срок запуска
- Бюджет оснастки
Если нужна одна деталь или короткая серия для проверки сборки, рационально стартовать с 3D печати. Если партия уже требует повторяемости, стабильной поверхности и низкой цены одной штуки, внимание смещается в сторону литья под давлением. Когда нужен переходный формат между прототипом и полноценной пресс-формой, используется литье в силиконовые формы.
Важно оценивать не только цену детали в отрыве от проекта. В расчет входят сроки выпуска, стоимость оснастки, риск корректировок, допуски, требования к цвету и фактуре, а также потребность в последующей масштабируемости. Там, где конструкция еще меняется, ранний заказ дорогой пресс-формы часто связывает руки. Там, где изделие уже прошло проверку, затягивать с оснасткой невыгодно.
Когда подходит литье под давлением?
Литье под давлением выбирают тогда, когда нужна повторяемая геометрия, стабильное качество партии и управляемая себестоимость при росте тиража. Для технических изделий из пластика это базовый серийный процесс.
Роль пресс-форм и серийности
Суть процесса проста: гранулы термопласта подаются в нагретый цилиндр, расплав впрыскивается в точную форму под давлением, после охлаждения деталь извлекается. Такая схема подходит для выпуска одинаковых деталей сложной формы и допускает высокий темп цикла при отработанной оснастке.
Ключевой элемент технологии - пресс-форма. В поисковых запросах часто пишут пресс формы, но в технической документации корректно использовать форму «пресс-форма». Именно оснастка задает разъем, литниковую систему, точки впуска, выталкивание, вентиляцию и стабильность размеров. Если эти решения заложены грамотно, пластмассовые изделия выходят без лишних короблений, раковин и следов усадки.
На этапе подготовки мы анализируем модель на технологичность: толщины стенок, уклоны, ребра, радиусы, места под крепеж и зоны риска по усадке. Для многих литых деталей типичная равномерная толщина стенки находится в диапазоне 1-4 мм, уклоны для съема детали составляют 1-2 градуса на полированных поверхностях и 3-5 градусов на текстурных, а толщина ребер держится на уровне 50-60% от основной стенки. Усадка зависит от выбранной смолы и конструкции, поэтому ее нельзя считать одинаковой для всех пластмасс.
Еще один важный момент - цикл. Существенную долю времени занимает охлаждение, а значит на стоимость партии влияют толщина детали, теплоемкость материала, число гнезд и общая организация процесса. Чем точнее отработана пресс-форма и режимы литья, тем стабильнее выход годных деталей и тем ниже потери на корректировки.
Литье под давлением подходит не только для крупных тиражей. Его часто используют и для малых серий, если деталь уже утверждена, требуется точная повторяемость и есть план на дальнейшее расширение выпуска. Алюминиевая оснастка помогает быстрее пройти стартовую фазу, затем проект при необходимости переводят на стальную пресс-форму под длительный ресурс.
Где применяем 3D печать?
3D печать закрывает задачи, где ценны скорость итерации и свобода по геометрии. Она полезна не только для макетов, но и для функциональных деталей, приспособлений и мастер-моделей.
Когда печать ускоряет запуск
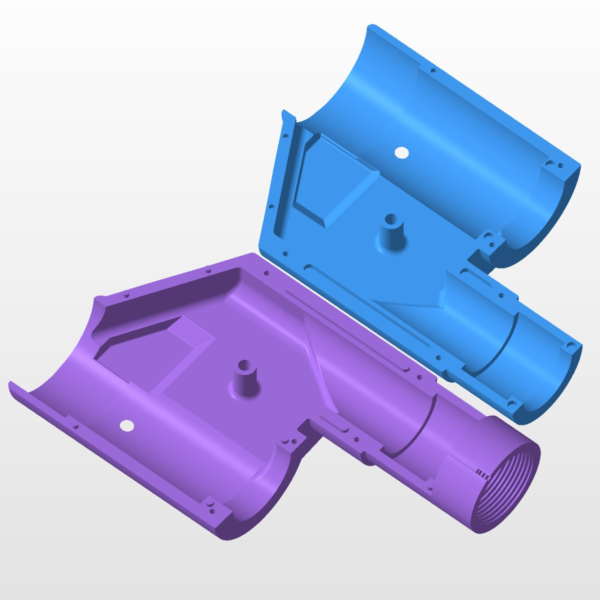
Переход от CAD-модели к физической детали идет напрямую, без изготовления твердой оснастки. Это сокращает путь от идеи до проверки формы, посадок, эргономики и сборки.
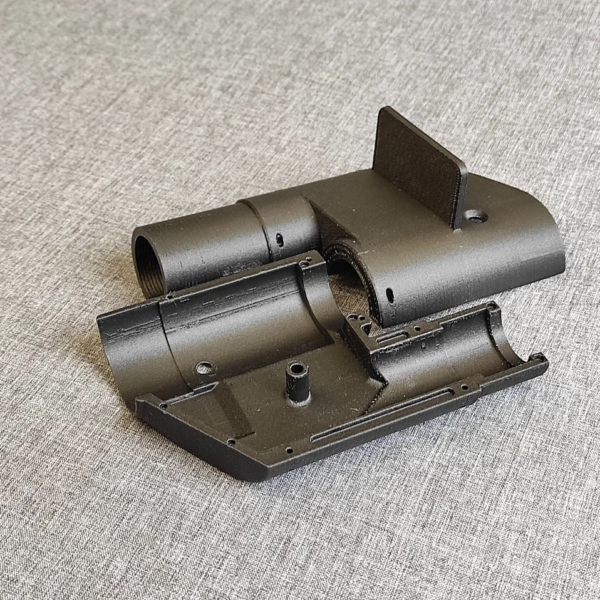
При грамотном выборе технологии печати можно быстро выпустить корпус, шаблон, кондуктор, мастер-модель под силиконовую форму или малую партию деталей сложной конфигурации. 3D печать особенно полезна, когда конструкция еще уточняется. Инженер видит деталь в руках, проверяет сопряжения, вносит правки в модель и повторяет цикл без переделки пресс-формы.
Для изделий со сложными внутренними каналами, нестандартной топологией и частой сменой версии этот путь дает проекту нужную гибкость. При этом печать не стоит рассматривать как замену всем методам. У нее свои ограничения по стоимости одной штуки, свойствам материала, постобработке и времени на серию.
Поэтому в производстве изделий из пластика мы используем 3D печать там, где она сильна: прототипы, опытные образцы, технологическая оснастка, короткие партии и мастер-модели для последующего литья в силиконовые формы.

Зачем нужно литье в силиконовые формы?
Этот метод закрывает участок между единичным прототипом и дорогой серийной оснасткой. Он удобен, когда изделие уже нужно показать, протестировать или выпустить малой партией без запуска классической пресс-формы.
Для малых партий и тестов
Сначала создают мастер-модель, затем вокруг нее формируют силиконовую форму, которую разделяют на две половины. После этого в полость заливают литьевой состав на основе полиуретана или близкого по свойствам материала и проводят отверждение в контролируемом режиме. Метод дает точную передачу геометрии и аккуратную поверхность.
Литье в силиконовые формы подходит для малых партий, презентационных образцов, пилотных продаж, медицинских и приборных корпусов, а также для проверки спроса до запуска жесткой оснастки. Один силиконовый инструмент дает ограниченный ресурс, зато старт проекта требует заметно меньших вложений по сравнению с классическим литьем под давлением.
На практике этот метод часто работает в связке с 3D печатью. Печать дает мастер-модель и быструю коррекцию геометрии, а силиконовая форма - серию деталей с качеством, близким к товарному образцу. Такой маршрут полезен, когда проект уже нужно показывать дилерам, инвесторам, отделу продаж или конечному заказчику, но замораживать конструкцию под металлическую пресс-форму еще рано.
Как оформить заказ на производство?
Хороший результат начинается с полной исходной информации. Чем точнее постановка задачи, тем быстрее можно перейти от обсуждения к расчету и выпуску первой партии.
Подготовка входных данных ускоряет оценку проекта и помогает избежать лишних согласований. Даже короткий набор исходной информации уже дает основу для расчета.
- 3D модель детали
- Чертеж с размерами
- Требуемый материал
- Тираж первой партии
- Условия эксплуатации
- Требования к поверхности
- Нужный срок запуска
- Данные по сборке
Если модели пока нет, работу все равно можно начать с эскиза, образца или описания функции детали. Дальше мы помогаем определить путь проекта: доработка конструкции, выбор пластмасс, выпуск прототипа, изготовление пресс-формы, пробное литье и переход в серию. Такой порядок удобен и для новой разработки, и для переноса уже существующего изделия на другое производство.
Стандартный маршрут заказа выглядит так. Сначала мы изучаем задачу и проверяем, какая технология даст нужный результат без лишних затрат. Затем согласовываем материал, допуски, внешний вид, количество и контрольные точки. После этого выпускаем образец или первую тестовую партию, фиксируем правки и только потом переводим изделие в стабильный производственный режим.
Если у вас уже есть модель, чертеж или образец детали, заявку можно оставить сразу. Мы оценим конструкцию, подберем технологию производства изделий из пластика, предложим материал и подготовим маршрут запуска под ваш тираж и задачу.