Изготовление пресс-форм для литья пластмасс требует точного инженерного расчета, грамотного выбора материалов и понимания работы оборудования для серийного литья. От качества оснастки зависит стабильность пластиковых изделий, ресурс производства и себестоимость каждой партии.
Мы разрабатываем и изготавливаем пресс-формы под конкретную задачу: тип пластика, конструкцию изделия, требования к внешнему виду, планируемый тираж и параметры ТПА. Такой подход помогает заранее убрать технические риски и подготовить оснастку к реальной работе на термопластавтомате.
Что такое пресс-форма для литья пластмасс?
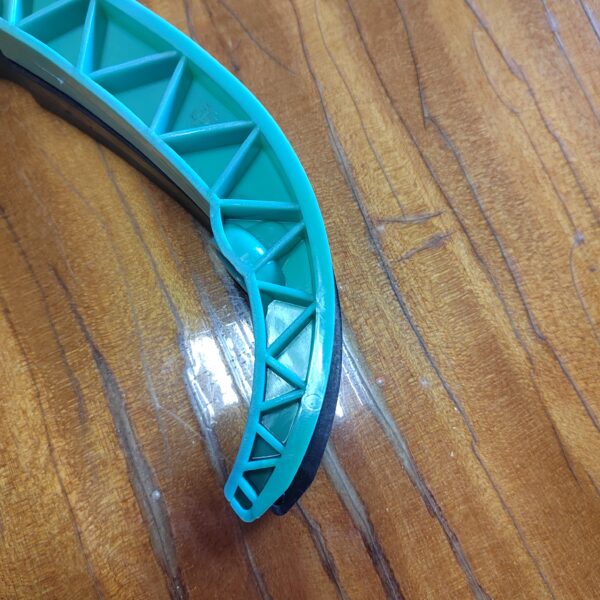
Пресс-форма - это технологическая оснастка, в которой расплавленный пластик принимает заданную форму под давлением. Она работает в составе производственного процесса и напрямую влияет на геометрию, внешний вид и повторяемость пластиковых изделий.
При литье пластмасс под давлением термопластавтомат нагревает материал, переводит его в расплав и впрыскивает в формообразующую полость. После охлаждения изделие извлекается из формы, а цикл повторяется. Звучит просто. На практике каждый этап связан с расчетами, допусками и настройками оборудования.
Пресс-форма должна выдерживать давление впрыска, усилие смыкания, нагрев, охлаждение и многократную работу подвижных элементов. Если оснастка спроектирована с ошибками, дефект быстро проявится в серии: появится облой, недолив, коробление, нестабильный размер или следы выталкивания.
Мы рассматриваем пресс-форму как производственный инструмент, а не как набор металлических деталей. Ее задача - обеспечить выпуск изделий с заданными параметрами на протяжении всего согласованного ресурса.
Конструкция и основные узлы
Конструкция пресс-формы зависит от геометрии изделия, материала, тиража и требований к поверхности. Каждый узел выполняет свою функцию и влияет на результат литья.
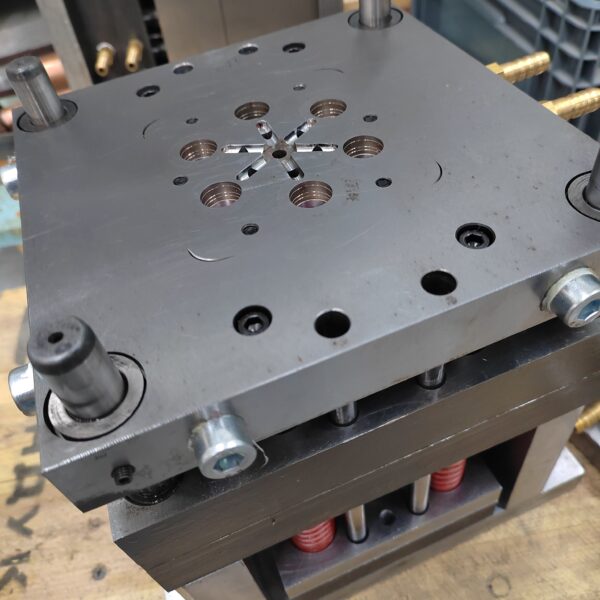
- Формообразующие вставки
- Литниковая система
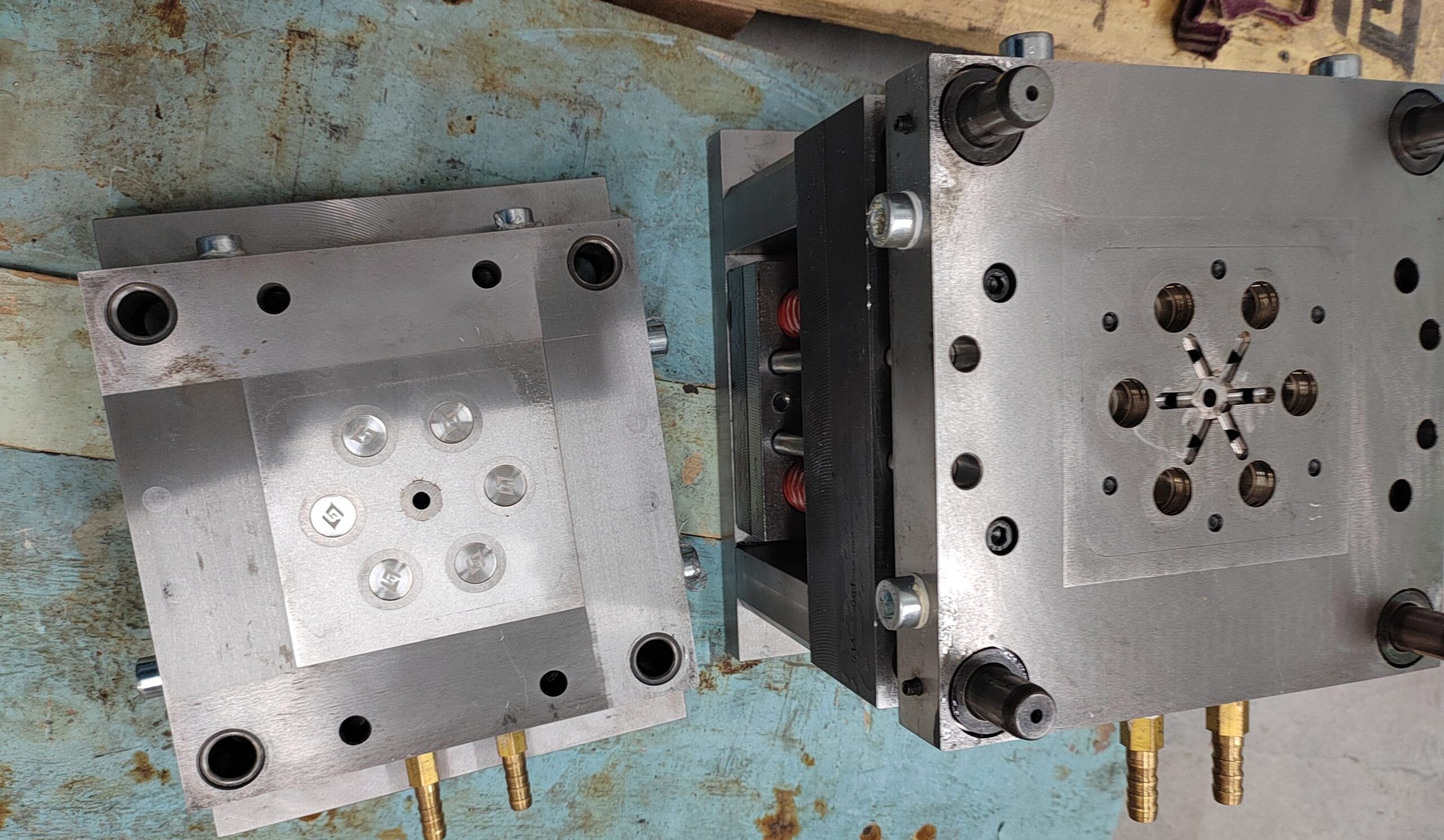
- Каналы охлаждения
- Система выталкивания
- Направляющие элементы
- Плиты крепления
- Ползуны и знаки
- Вкладыши и втулки
Формообразующие поверхности задают контур будущей детали. Литниковая система отвечает за подачу расплава. Охлаждение стабилизирует цикл и снижает риск деформации. Выталкиватели должны извлекать изделие без повреждений и заметных следов.
Для простой детали подходит одна схема. Для корпуса с защелками, ребрами, резьбой, тонкими стенками или внутренними поднутрениями требуется более сложная конструкция. Иногда именно небольшая зона в детали определяет стоимость и сроки производства пресс-формы.
Как проходит изготовление пресс-форм?
Изготовление пресс-форм начинается не с металлообработки, а с анализа изделия. Сначала нужно понять, подходит ли деталь для литья под давлением и какие технические решения потребуются для серийного выпуска.
Мы изучаем 3D-модель, чертежи, требования к пластику, условия эксплуатации и планируемый объем производства. После этого подбираем конструкцию оснастки, согласуем технические решения и запускаем изготовление.
Типовой порядок работ включает несколько этапов:
- Анализ изделия
- Подготовка технического задания
- Проектирование пресс-формы
- Изготовление деталей
- Термическая обработка
- Сборка оснастки
- Пробное литье
- Доводка формы
Такой порядок снижает риск переделок. Чем тщательнее подготовка, тем точнее оснастка соответствует будущему производству. Это особенно важно, если пресс-форма изготавливается под серийное литье, где ошибка повторяется в каждой детали.
Проектирование и расчет формы
Проектирование пресс-формы объединяет инженерный расчет, 3D-моделирование и практический опыт литья пластмасс. На этом этапе определяется, как расплав заполнит форму, как изделие будет охлаждаться и как его безопасно извлечь.
Инженер проверяет толщины стенок, уклоны, радиусы, места установки ребер, зоны концентрации напряжений и участки с поднутрениями. Если деталь требует корректировки, мы фиксируем это до начала производства оснастки. Это снижает затраты и сохраняет сроки проекта.
При проектировании учитываются:
- Усадка пластика
- Положение литника
- Баланс заполнения
- Плоскость разъема
- Работа охлаждения
- Схема выталкивания
- Параметры ТПА
Разные материалы ведут себя по-разному. Полипропилен, АБС, полиамид, поликарбонат и стеклонаполненные пластики требуют разных решений по температуре, усадке, износу и чистоте поверхности. Ошибка в подборе конструктивной схемы приводит к дефектам, которые трудно убрать настройкой термопластавтомата.
Отдельное внимание уделяется плоскости разъема. Она влияет на внешний вид изделия, сложность формы, необходимость ползунов, расположение следов смыкания и удобство извлечения. Иногда небольшое изменение геометрии детали упрощает пресс-форму и делает производство пластиковой детали стабильнее.
Металлообработка, сборка и испытания
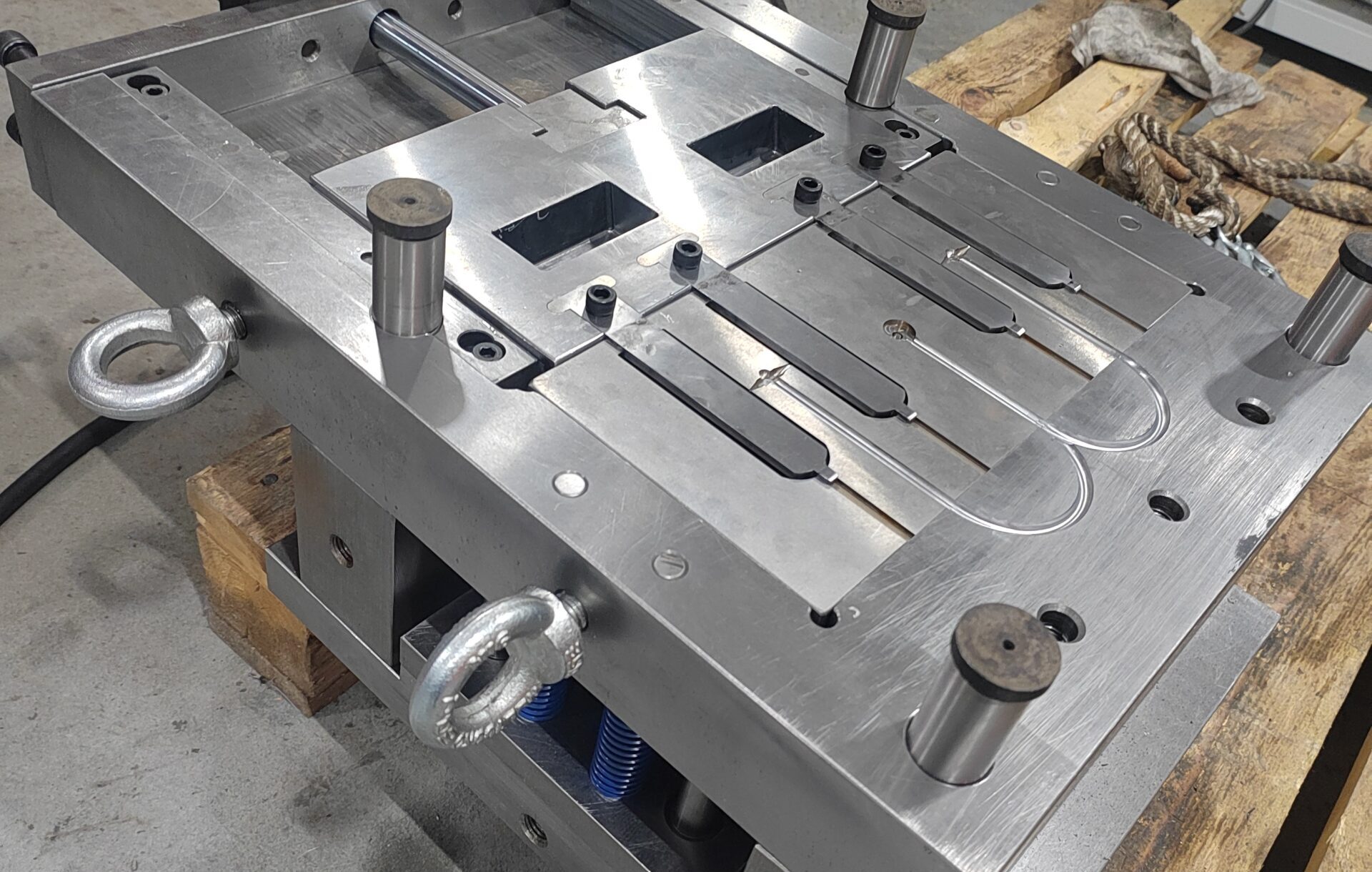
После утверждения проекта начинается изготовление деталей пресс-формы. Точность обработки здесь критична, поскольку даже небольшое отклонение в посадках отражается на работе оснастки.
В производстве применяются фрезерная, токарная, электроэрозионная и шлифовальная обработка. Также выполняются сверление каналов охлаждения, полировка, слесарная доводка, термическая обработка и контроль сопряжений.
После изготовления детали собираются в единую оснастку. Проверяются направляющие, ход ползунов, плотность смыкания, работа выталкивания, посадки вставок и крепление к плитам ТПА. Здесь важна не только точность станков, но и культура сборки.
Затем выполняется пробное литье. Испытание показывает, как пресс-форма работает под давлением, насколько равномерно заполняются полости, нет ли заеданий, облоя, недолива, прижогов или следов неправильного выталкивания. По результатам теста выполняется доводка оснастки.
От чего зависит качество оснастки?
Качество пресс-формы зависит от проекта, стали, точности обработки, сборки, испытаний и дальнейшего обслуживания. Надежная оснастка обеспечивает повторяемость изделий и снижает количество производственных остановок.
Главный показатель качества - стабильность в серии. Пластиковое изделие должно выходить из формы с заданными размерами, без критичных дефектов и с повторяемым внешним видом. При этом цикл литья должен соответствовать экономике производства.
Мы подбираем конструкцию пресс-формы с учетом конкретного термопластавтомата. Значение имеют усилие смыкания, объем впрыска, размер плит, ход раскрытия, расположение крепежа и тип сопла. Если форма не согласована с ТПА, проблемы возникнут уже при запуске.
На качество оснастки влияют:
- Грамотная конструкция
- Подходящая сталь
- Точная обработка
- Чистая сборка
- Стабильное охлаждение
- Корректная доводка
- Регулярное обслуживание
Нельзя заменить инженерную проработку дорогой обработкой. И наоборот, хороший проект теряет ценность при нарушении допусков, слабой сборке или неверном выборе материалов. Производство пресс-форм требует связки конструкторской, технологической и практической компетенции.
Материалы, ресурс и обслуживание
Материал пресс-формы подбирается под тираж, тип пластика, требования к поверхности и нагрузку в процессе литья. Для коротких партий и длительного серийного выпуска применяются разные решения.
Сталь должна выдерживать давление, износ, нагрев и контакт с полимером. Для абразивных материалов нужны более стойкие рабочие зоны. Для изделий с глянцевой поверхностью важна способность стали к полированию. Для технических деталей с жесткими допусками требуется стабильность размеров после обработки.
Ресурс пресс-формы зависит не только от металла. Значение имеют режимы ТПА, качество пластика, чистота сырья, смазка направляющих, состояние каналов охлаждения и аккуратность обслуживания. Даже прочная оснастка требует регулярного контроля.
В процессе эксплуатации нужно проверять:
- Состояние разъема
- Работу выталкивателей
- Чистоту каналов
- Износ направляющих
- Состояние литника
- Плотность смыкания
Плановое обслуживание помогает продлить срок службы формы и сохранить качество пластиковых изделий. Если игнорировать износ, дефект проявится внезапно: в виде облоя, царапин, нестабильного размера или остановки производства.
Оставьте заявку
Чтобы заказать изготовление пресс-формы для литья пластмасс, передайте нам данные по изделию, материалу, планируемой серии и условиям производства.
После получения исходных данных мы анализируем изделие, определяем тип пресс-формы, оцениваем сложность обработки и согласуем конструктивные решения. При необходимости предлагаем изменить геометрию: добавить уклоны, выровнять толщины, изменить ребра, уточнить зону литника или скорректировать плоскость разъема.
Наша цель - изготовить пресс-форму, которая стабильно работает на термопластавтомате и подходит для выпуска пластиковых изделий в заданном объеме. Оснастка должна соответствовать чертежу, выдерживать рабочие нагрузки и обеспечивать повторяемое качество деталей.
Оставьте заявку через форму обратной связи или передайте исходные данные специалисту компании. Мы изучим проект, зададим технические вопросы по делу и предложим решение для изготовления пресс-формы, пробного литья и дальнейшего запуска изделий в производство.
+
Какие данные нужны для расчета пресс-формы?
Для расчета будут полезны 3D-модель изделия, чертеж с допусками, марка пластика, требования к поверхности, планируемый тираж и данные по ТПА. Если часть информации отсутствует, мы уточняем ее на старте. Чем точнее исходные данные, тем корректнее расчет конструкции, сроков и стоимости изготовления пресс-формы.
+
От чего зависит стоимость изготовления пресс-формы?
Цена зависит от габаритов детали, количества гнезд, сложности геометрии, наличия поднутрений, выбранной стали, типа литниковой системы и требований к ресурсу. Также учитываются точность обработки, полировка, охлаждение, испытания и доводка. Поэтому расчет выполняется после анализа изделия и условий серийного литья.
+
Сколько занимает производство пресс-формы?
Срок зависит от конструкции изделия, сложности формы, количества деталей оснастки, вида стали и объема доводочных работ. Весь процесс занимает от 2 месяцев. Простая форма изготавливается быстрее, сложная оснастка с ползунами, горячеканальной системой и высокими требованиями к поверхности требует больше времени. Точный срок фиксируется после проектного анализа.
+
Вы проверяете изделие перед запуском формы?
Да, перед изготовлением мы анализируем деталь на пригодность к литью под давлением. Проверяем толщины стенок, уклоны, радиусы, ребра, поднутрения, зоны возможной усадки и места установки литника. Если конструкция создает риск брака или удорожает оснастку, предлагаем технические корректировки до запуска металлообработки.
+
Можно ли сделать форму под конкретный ТПА?
Да, пресс-форма проектируется с учетом параметров конкретного термопластавтомата. В расчет берутся усилие смыкания, объем впрыска, размеры плит, ход раскрытия, расположение крепежа и тип сопла. Это снижает риск проблем при установке, пробном литье и дальнейшем серийном выпуске пластиковых изделий.
+
Чем опасна дешевая пресс-форма?
Низкая цена часто связана с упрощенной конструкцией, слабой сталью, сокращенной доводкой или недостаточным охлаждением. В итоге клиент получает нестабильный размер, долгий цикл, высокий процент брака и частые остановки ТПА. Экономия на оснастке быстро переходит в потери при серийном производстве.
+
Какие изделия можно выпускать на пресс-форме?
На пресс-формах выпускают корпусные детали, крышки, заглушки, технические элементы, крепежные детали, декоративные панели и комплектующие для разных изделий. Конкретная конструкция формы подбирается под геометрию, материал, точность, внешний вид и планируемую серию. Перед запуском мы оцениваем технологичность детали.