Монтаж печатных плат в Екатеринбурге
Выполняем контрактную сборку печатных плат разной сложности, включая установку компонентов, пайку и проверку готовых изделий. Работаем с единичными заказами и серийным производством.

Выполняем контрактную сборку печатных плат разной сложности, включая установку компонентов, пайку и проверку готовых изделий. Работаем с единичными заказами и серийным производством.



Проектирование и изготовление печатных плат
Разработка принципиальной схемы, схемотехника, создание опытного образца (прототипа) и запуск партии в серию. SMD монтаж печатных плат
ПодробнееРазработка аппаратного обеспечения
Разработка программно-аппаратного обеспечения под ключ: проектирование схемотехники и печатных плат, подбор компонентой базы. Подготовка опытного образца и запуск производства.
ПодробнееРазработка принципиальных электрических схем
Опытная команда схемотехников реализует ваши идеи как на отечественной, так и зарубежной элементной базе.
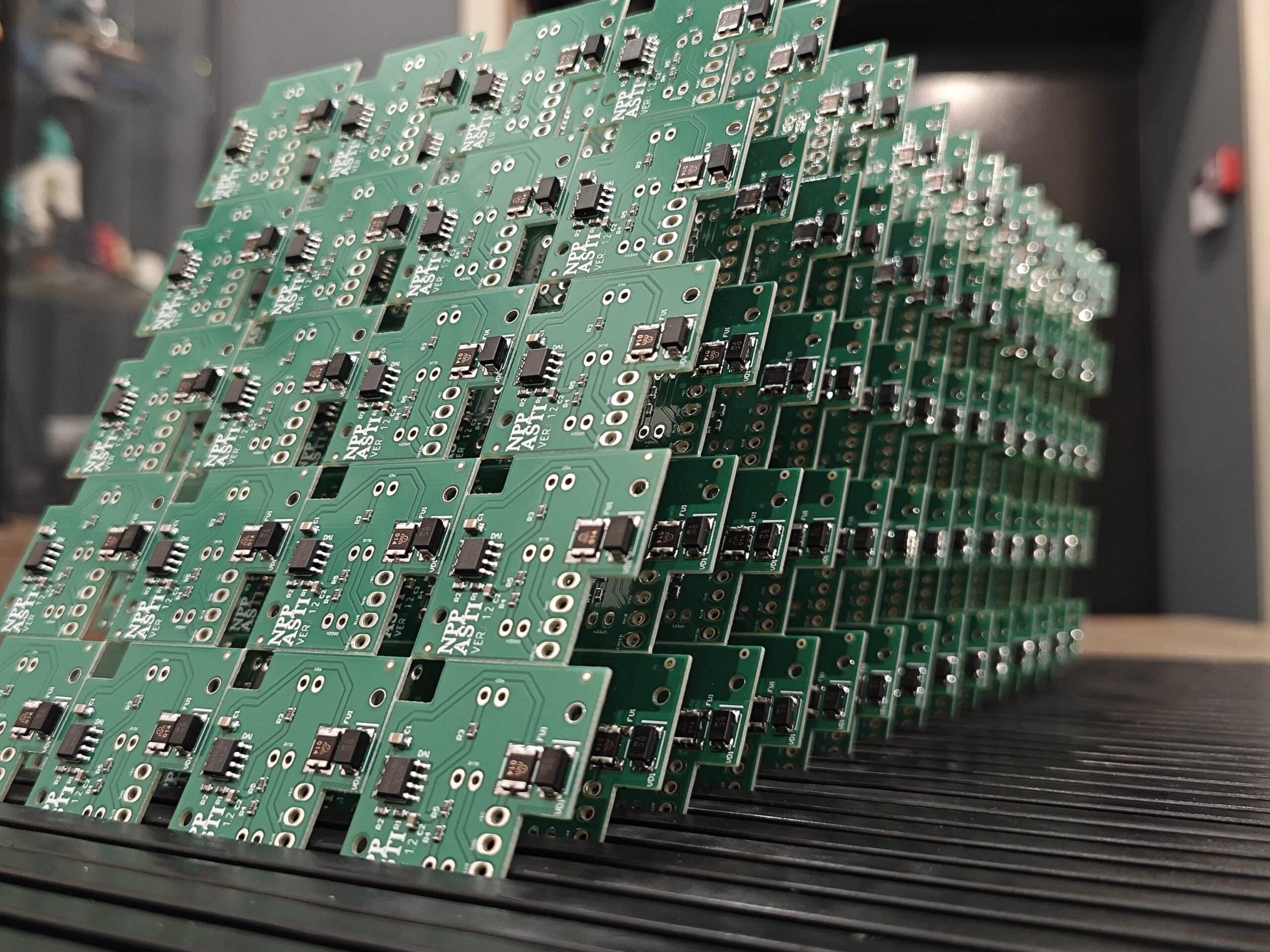
ПодробнееМелкосерийное и серийное производство электроники
Производство под ключ: современное оборудование для поверхностного монтажа, штат монтажников для выводного монтажа электронных компонентов, а также изготовление корпусов
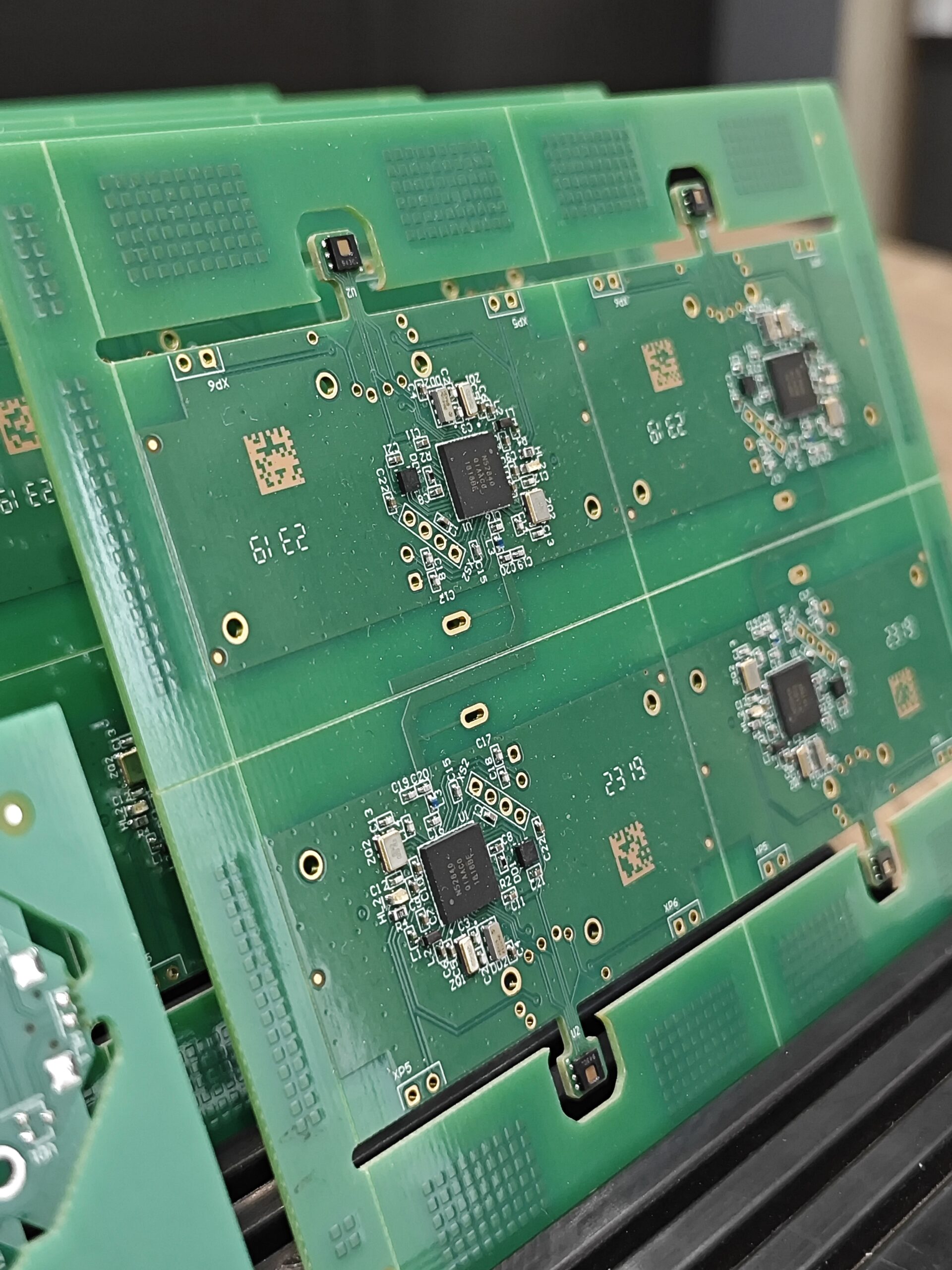
ПодробнееМонтаж печатных плат включает установку электронных компонентов, пайку, очистку, контроль соединений и проверку готового узла. От точности каждой операции зависят электрические параметры, механическая прочность контактов, стабильность работы и ресурс изделия.
Мы выполняем сборку прототипов, опытных партий и серийной продукции. В работу принимаются платы с SMD-компонентами, выводными деталями и смешанной компоновкой. Производственный маршрут формируется по конструкторской документации, составу элементной базы, размеру партии, типу припоя и требованиям к приемке.
Услуга охватывает весь цикл сборки электронного узла. Работы начинаются с анализа проекта и заканчиваются контролем готовых плат перед передачей заказчику.
До запуска партии мы сопоставляем файлы производства, перечень элементов и данные по расположению компонентов. Такая проверка выявляет расхождения до нанесения паяльной пасты и снижает риск переделки.
Для подготовки производства требуются данные, по которым можно однозначно определить позицию, корпус, номинал и ориентацию каждого элемента. Базовый комплект включает:
Печатная плата проходит входной осмотр. Проверяются габариты, маркировка, качество финишного покрытия, состояние контактных площадок, отверстий и защитной маски. Для многослойных изделий учитываются толщина основы, структура слоев и требования к межслойным соединениям.
Комплектующие сверяются по артикулам, номиналам, корпусам, производителям и количеству. Для полярных элементов отдельно контролируются обозначения первого вывода, катода, анода и направление установки. Компоненты в поврежденной упаковке или с неясной маркировкой выводятся из комплектации до согласования.
Если BOM, координатный файл и сборочный чертеж содержат разные данные, производство приостанавливается до получения решения заказчика. Замены позиций также согласуются заранее. Это исключает установку формально похожих деталей с иными электрическими, температурными или габаритными параметрами.
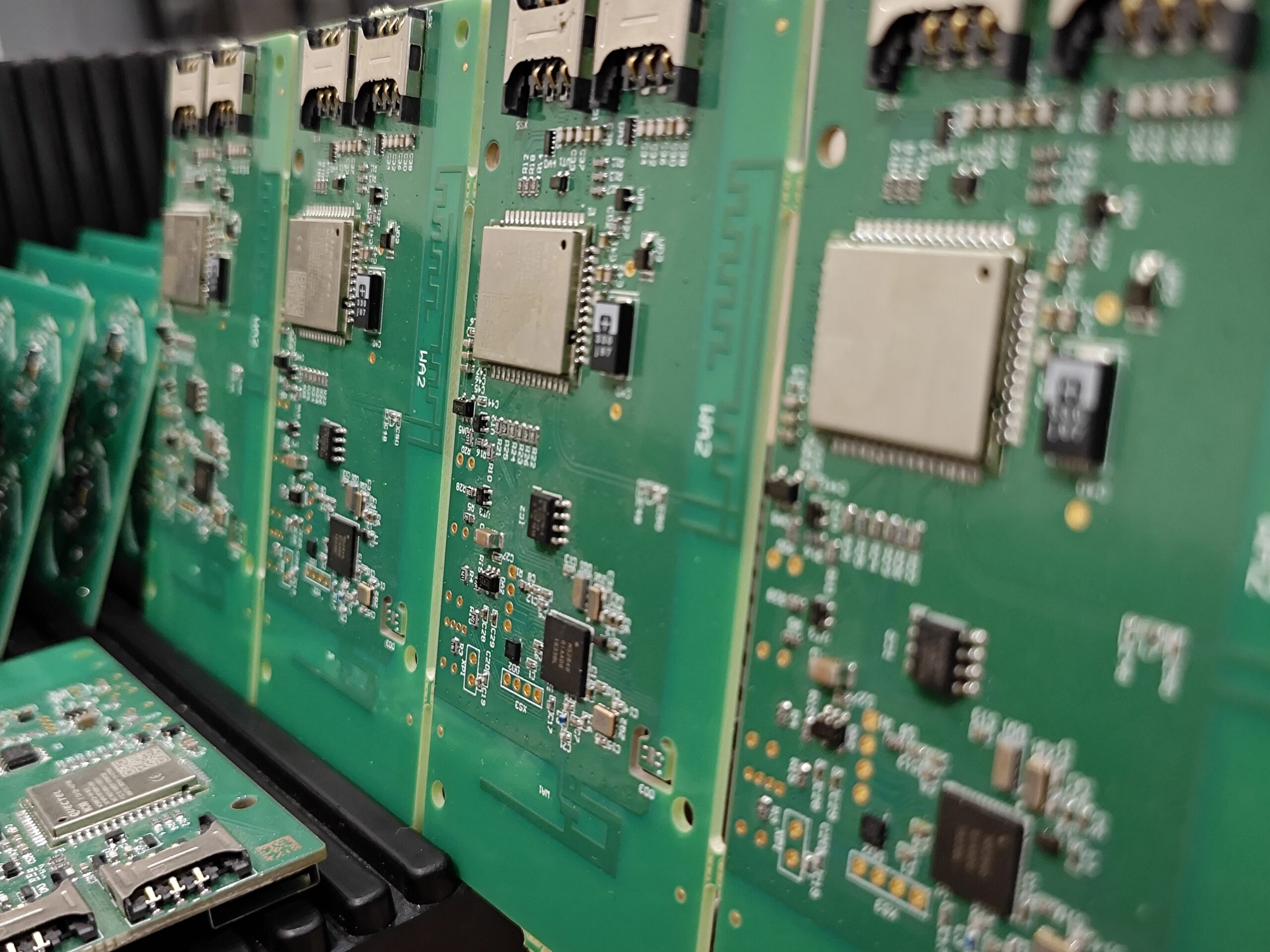
Поверхностный монтаж применяется для установки компонентов непосредственно на контактные площадки. Автоматизированный процесс обеспечивает точное дозирование пасты, стабильное размещение деталей и повторяемый режим оплавления.
SMD монтаж начинается с фиксации платы и совмещения трафарета с реперными знаками. Через апертуры на площадки наносится равномерный слой паяльной пасты. Его объем должен соответствовать геометрии контакта и типу корпуса.
Толщина трафарета и форма апертур выбираются с учетом шага выводов, размеров площадок и плотности компоновки. Избыток пасты создает перемычки между соседними контактами. Недостаточный объем ухудшает смачивание и снижает площадь соединения.
Перед запуском серии мы проверяем совмещение трафарета, полноту отпечатков и отсутствие смазывания. Для плат с мелким шагом выводов применяется контроль пасты. Он позволяет оценить площадь, высоту и объем нанесенного материала до установки компонентов. Автомат размещения считывает реперные знаки, уточняет координаты платы и забирает детали из питателей. Система технического зрения проверяет корпус, положение выводов и ориентацию. Программа установки связывает каждое позиционное обозначение с конкретным питателем и координатой.
Особое внимание уделяется корпусам QFN, BGA, LGA, микроконтроллерам и разъемам с малым шагом. Ошибка разворота или смещение такой детали часто приводит к скрытому дефекту, который выявляется после оплавления или электрического теста.
После расстановки плата поступает в конвекционную печь. Температурный профиль включает предварительный нагрев, выдержку, оплавление и контролируемое охлаждение. Для каждой стадии задаются скорость изменения температуры и продолжительность воздействия.
Режим пайки подбирается по характеристикам пасты, массе платы, количеству слоев меди и чувствительности компонентов. Крупные полигоны, экраны, разъемы и массивные детали интенсивно отводят тепло. Поэтому профиль проверяется на контрольной сборке с термопарами в критических точках. После оплавления оцениваются положение компонентов, смачивание площадок, форма паяных соединений и отсутствие перемычек. Для корпусов с контактами под основанием применяется рентгеновская инспекция, поскольку обычный визуальный осмотр не показывает скрытую область пайки.
Ручной монтаж используется для единичных образцов, нестандартных деталей, доработки и операций, которые нецелесообразно переносить на автоматическую линию. Здесь решающее значение имеют квалификация исполнителя, исправный инструмент и контроль температуры.
Выводные элементы устанавливаются в металлизированные отверстия после завершения основных SMD-операций. Способ пайки определяется конструкцией изделия, доступностью контактных зон и размером партии.
К этой группе относятся разъемы, реле, трансформаторы, электролитические конденсаторы, клеммники, кнопки и силовые элементы. При установке контролируются ориентация, высота над платой, механическая фиксация и длина выступающего вывода.
В производстве применяются следующие методы:
Ручная пайка востребована при сборке прототипов, установке редких позиций, замене компонентов и восстановлении отдельных контактов. Мы используем регулируемые паяльные станции, наконечники подходящей формы, локальный подогрев и антистатическое оснащение рабочего места.
Температура жала и время контакта задаются по теплоемкости соединения и свойствам припоя. Чрезмерный нагрев повреждает защитную маску, ослабляет сцепление площадки с основанием и создает тепловую нагрузку на компонент. Недостаточный нагрев приводит к слабому смачиванию.
При работе с гибкими шлейфами, тонкими проводами, экранами и чувствительными корпусами деталь предварительно фиксируется. После пайки участок осматривается под увеличением, очищается при необходимости и передается на повторную проверку.
Для разъемов и массивных деталей оценивается механическая нагрузка. Если усилие от кабеля передается на паяные контакты, конструкция дополняется крепежом, опорами или фиксацией, предусмотренной документацией.
Контроль выполняется на каждом ключевом этапе и перед отгрузкой. Такой подход позволяет обнаружить отклонение тогда, когда его причина еще доступна для анализа.
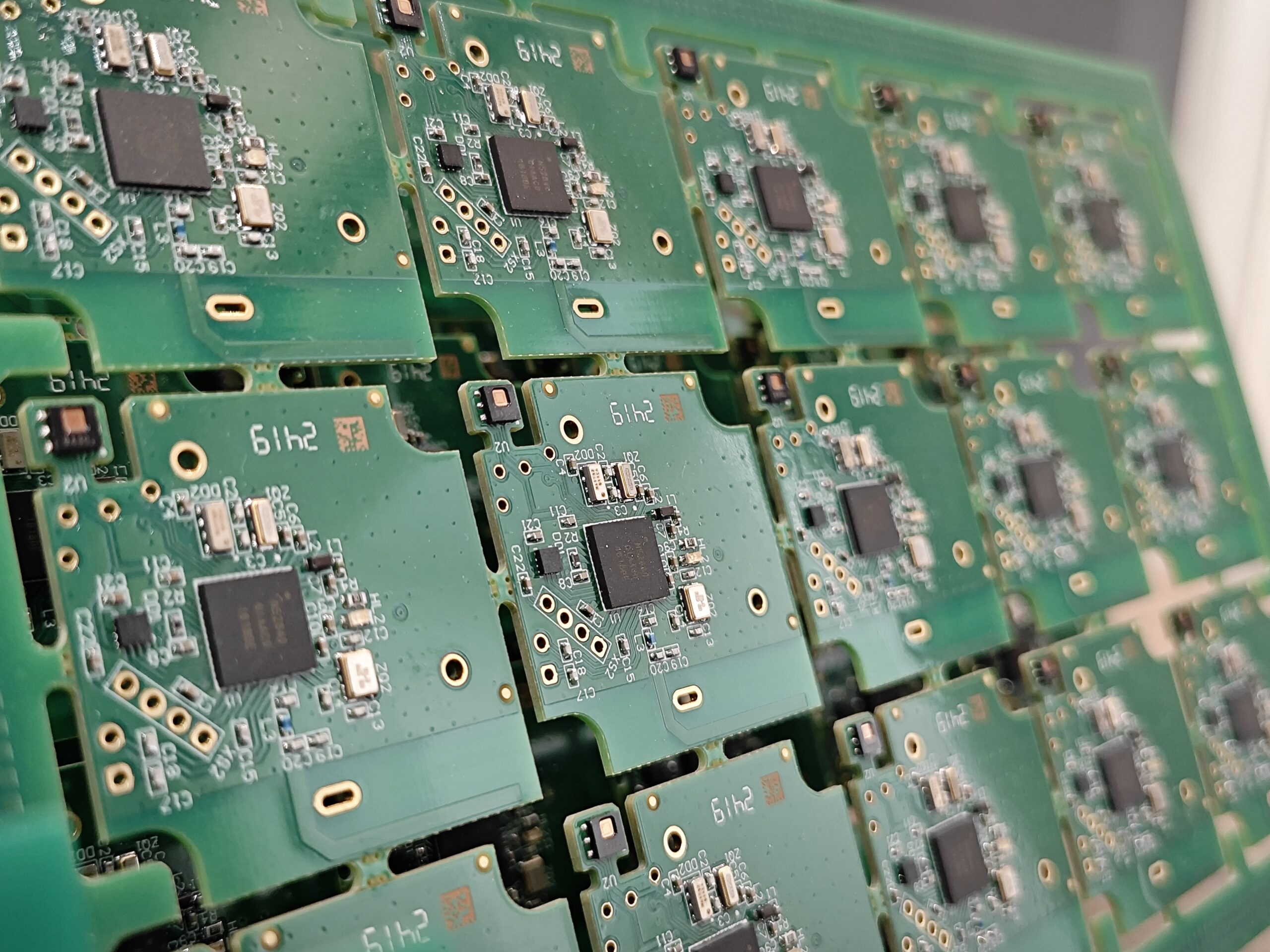
После пайки плата проходит визуальную инспекцию или автоматический оптический контроль. Состав проверок зависит от плотности компоновки, типа корпусов, назначения изделия и критериев приемки.
AOI выявляет смещение компонентов, пропуски, неверную полярность, разворот корпуса, перемычки и отклонения формы соединений. Микроскопическая проверка применяется для спорных участков и ручных операций. Рентген используется для BGA, QFN, LGA, тепловых площадок и других скрытых контактов.
К основным критериям относятся:
Визуальный контроль не подтверждает электрическую работоспособность узла. Поэтому маршрут дополняется прозвонкой цепей, проверкой сопротивления изоляции, измерением токов потребления и тестированием контрольных точек.
При наличии стенда и методики мы проводим функциональную проверку в заданных режимах. В нее входят подача питания, проверка интерфейсов, реакция входов и выходов, работа органов управления, обмен данными и контроль заданных параметров.
Прошивка микроконтроллера выполняется отдельной операцией. Версия программного обеспечения, серийный номер и результат загрузки фиксируются в производственных данных. При необходимости на плату наносится маркировка, связывающая изделие с протоколом контроля.
Для повторяемых партий мы обеспечиваем прослеживаемость. Конкретная сборка связывается с версией документации, партией компонентов, паяльной пастой, программой установки, профилем печи и результатами инспекции. Эти сведения ускоряют разбор замечаний и подтверждают соблюдение согласованного процесса.
Критерии приемки фиксируются до запуска заказа. Заказчик заранее понимает, какие проверки входят в маршрут и какие документы передаются вместе с партией. По согласованию предоставляются протоколы, фотографии критических зон и перечень выявленных несоответствий.
Качество сборки во многом определяется технологичностью исходной конструкции. Грамотная подготовка файлов сокращает число уточнений и упрощает переход от первого образца к серии.
До запуска мы анализируем расположение компонентов, геометрию контактных площадок, доступность реперных знаков и условия перемещения заготовки по линии. Замечания передаются заказчику до расходования материалов.
Для автоматической установки необходимы технологические поля, понятная система координат и однозначная нумерация позиций. Детали не должны перекрывать зоны захвата, мешать монтажу соседних элементов или закрывать участки, предназначенные для контроля.
Компоненты у края платы размещаются с учетом направляющих конвейера и последующей депанелизации. Недостаточный отступ создает риск контакта с оборудованием или повреждения корпуса при разделении групповой заготовки.
Панелизация согласуется с конструкцией печатной платы и способом монтажа. При выборе перемычек, фрезеровки или V-образной насечки учитываются жесткость панели, расположение тяжелых компонентов и направление механической нагрузки. Слабая панель прогибается при печати пасты и переносе по конвейеру.
BOM должен содержать точные артикулы, производителей, корпуса и перечень разрешенных замен. Формулировки без артикула усложняют закупку и создают риск установки детали с неподходящими характеристиками. Для аналогов заранее задаются разрешенные электрические, температурные и габаритные параметры. Также проверяются формат поставки и условия хранения. Влагочувствительные корпуса обрабатываются с учетом уровня MSL, времени вне герметичной упаковки и режима предварительной сушки. Катушки, тубы и лотки маркируются так, чтобы исключить смешение партий.
Отдельно согласуются тип припоя, состав флюса, необходимость отмывки, защитное покрытие и ограничения по загрязнениям. Для изделий, работающих при воздействии высокой влажности, вибрации и температурных циклов, заранее задаются требования к чистоте, фиксации тяжелых элементов и защите поверхности.
Заявка начинается с передачи файлов и сведений о количестве изделий. После технического анализа мы уточняем спорные позиции, определяем маршрут и готовим предложение с понятным составом операций.
Комплектация строится по одной из трех схем: компоненты заказчика, закупка силами НПП Асти или смешанный вариант. При закупке согласуются производитель, доступность, срок поставки и разрешенные аналоги. Давальческие компоненты проходят приемку по количеству, маркировке и состоянию упаковки.
После анализа формируется производственный маршрут. В него входят входной контроль, SMD монтаж, установка выводных элементов, ручные операции, отмывка, инспекция, прошивка и тестирование. Состав маршрута зависит от документации и требований к готовому изделию.
Для первой партии целесообразен выпуск нескольких контрольных плат. Они подтверждают корректность программы установки, трафарета, профиля пайки, документации и методики теста до использования полного комплекта компонентов.
Чтобы заказать монтаж печатных плат в НПП Асти, отправьте проект и краткое описание изделия. Мы изучим документацию, подготовим перечень уточнений, предложим технологическую схему и рассчитаем стоимость. После согласования требований заказ передается в производство по утвержденному маршруту.
| Адрес | Время работы |
|---|---|
| г. Екатеринбург, ул. Декабристов, дом 16/18 Б | Пн-Пт 09:00-21:00, Сб-Вс 10:00-20:00 |
| г. Екатеринбург, ул. Гурзуфская, дом 15 | Пн-Пт 10:00-21:00, Сб-Вс 10:00-20:00 |